
Desemba . 10, 2024 09:12 Back to list
high quality chemical slurry pump manufacturer
High-Quality Chemical Slurry Pump Manufacturers A Comprehensive Overview
In the realm of industrial manufacturing, the importance of reliable pumping systems cannot be overstated. Among these, chemical slurry pumps play a crucial role in the transportation of abrasive, corrosive, and viscous materials. Companies involved in mining, mineral processing, and chemical production often rely on these pumps for efficient operation. With the increasing demand for high-quality chemical slurry pumps, manufacturers are striving to meet industry standards while ensuring durability and efficiency.
Understanding Chemical Slurry Pumps
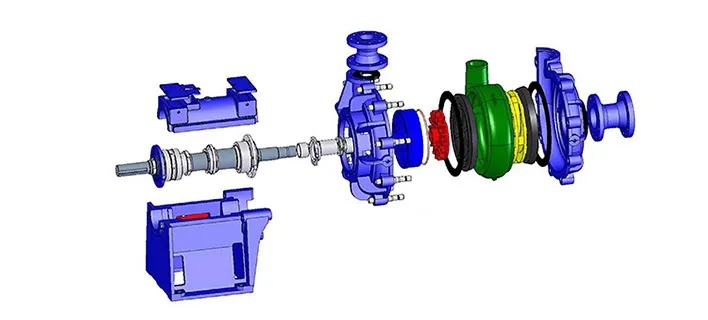
Chemical slurry pumps are specifically designed to handle mixtures of liquids and solids—commonly referred to as slurries. These pumps differ significantly from standard pumps in their construction and materials. Due to the often abrasive nature of slurries, such pumps must be manufactured using robust materials to withstand wear and tear. Additionally, they frequently feature specialized impellers and volutes to provide optimal performance and extend the life of the pump.
Key Features of High-Quality Slurry Pumps
1. Durable Material Composition High-quality slurry pumps are usually constructed with materials that resist corrosion and erosion. Common materials include stainless steel, high-chromium alloys, and rubber linings tailored to suit the specific chemical properties of the slurries being pumped.
2. Efficient Hydraulic Design A well-designed hydraulic configuration is essential for optimal performance. Features such as a properly sized impeller, volute, and optimized inlet and outlet designs not only improve flow rates but also minimize energy consumption.
3. Easy Maintenance Accessibility for maintenance is a critical factor in the pump’s design. Manufacturers often include features like removable covers and quick-access impeller mechanisms, allowing for prompt repairs and reducing downtime.
4. Customizability The ability to tailor pumps to specific applications is essential. Leading manufacturers offer customized solutions tailored to unique operating conditions, whether it involves specific flow rates, pressures, or chemical compatibilities.
high quality chemical slurry pump manufacturer
Selecting a Reliable Manufacturer
When searching for high-quality chemical slurry pump manufacturers, consider the following aspects
- Industry Reputation Established manufacturers usually have a proven track record. Research customer reviews, case studies, and industry reports to gauge their performance and reliability.
- Technical Expertise A manufacturer with a robust engineering team can help address specialized needs. They should be able to provide not only standard products but also innovative solutions that incorporate the latest technologies.
- Quality Assurance Practices High-quality manufacturers adhere to strict quality control protocols and industry standards. Certifications from relevant organizations can be indicators of a manufacturer’s commitment to quality.
- Customer Service and Support Post-sale support is crucial. A good manufacturer will offer robust customer service, training, and maintenance support to ensure the longevity and efficiency of their pumps.
Conclusion
The demand for high-quality chemical slurry pumps is on the rise as industries become more aware of the benefits these pumps provide. By understanding the unique requirements of slurry transport and prioritizing the selection of reputable manufacturers, companies can enhance their operational efficiency, reduce maintenance costs, and ultimately improve their bottom line. In a market filled with options, investing time in researching the best manufacturers will pay dividends in the long run.
-
China Portable Slurry Pump Manufacturer - Durable & Efficient Submersible Design
NewsMay.29,2025
-
High-Quality Submersible Slurry Pumps Reliable Manufacturer & Supplier
NewsMay.29,2025
-
High-Quality Sand Dredge Pump 8 Durable Manufacturer & Supplier
NewsMay.29,2025
-
Electric Submersible Slurry Pump - Durable & Efficient China Suppliers
NewsMay.29,2025
-
Submersible Slurry Pump with Agitator Durable China Suppliers & Manufacturers
NewsMay.29,2025
-
Vertical Sump Pump Rubber Lined - Durable Corrosion-Resistant Design China Manufacturers
NewsMay.29,2025