
Feb . 18, 2025 08:35 Back to list
high quality chemical centrifugal slurry pump
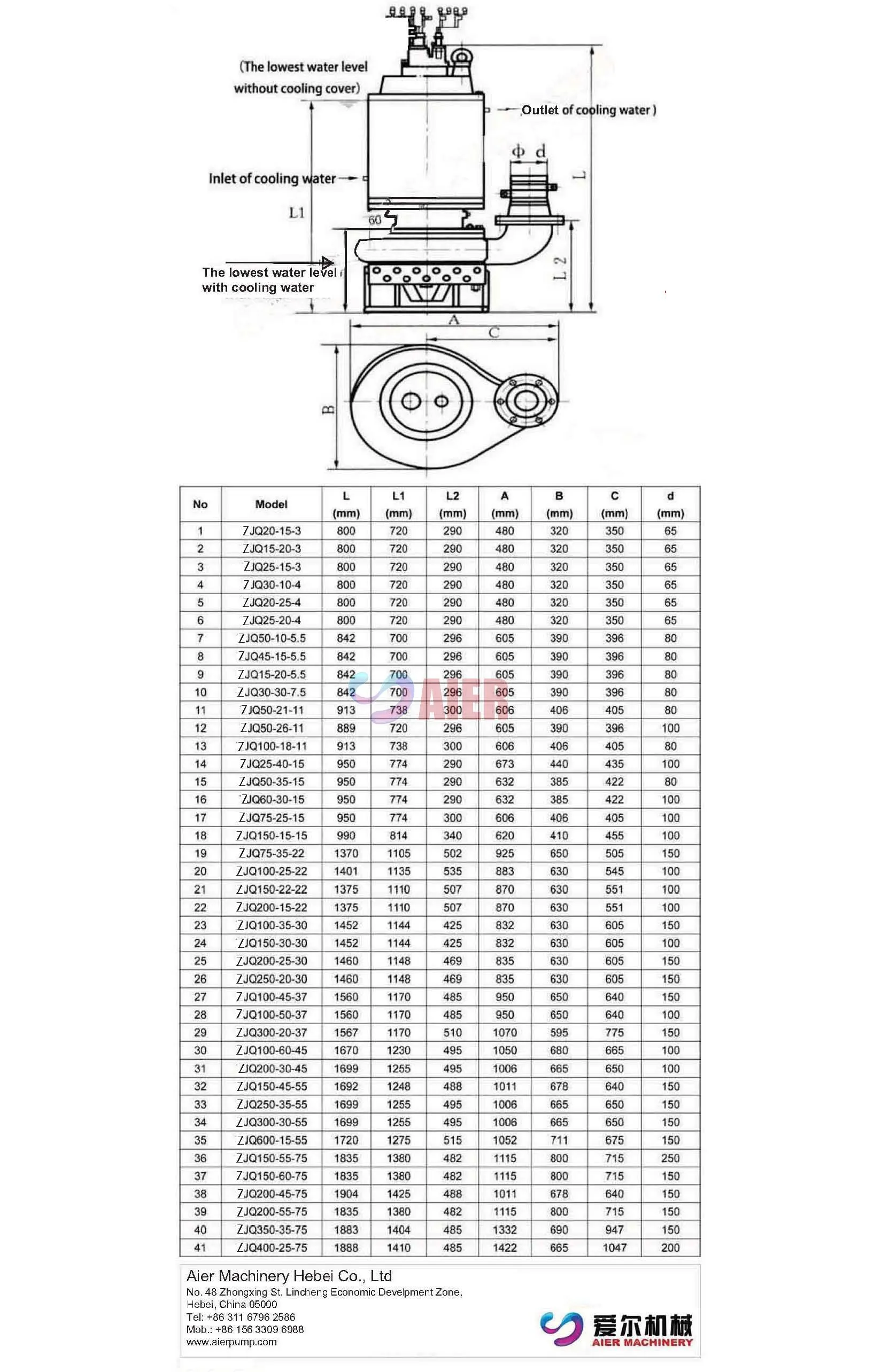
In the realm of industrial solutions, the high-quality centrifugal slurry pump vertical is a pivotal component recognized for its superior performance in challenging environments. It is a cornerstone in industries ranging from mining to chemical processing, elevating operations by efficiently handling viscous slurries—a task that lesser equipment often falters at.
Moreover, the operational experience with vertical centrifugal slurry pumps underscores their adaptability. Operators consistently report ease of use and maintenance, an important consideration in industrial settings where downtime can be costly. The pumps’ intuitive design facilitates seamless integration with existing systems, minimizing the need for extensive retraining of personnel. This experience translates to higher productivity and reduced operational headaches, a testament to their thoughtful design. One cannot overstate the importance of energy efficiency in these pumps. The high-efficiency motors and precise engineering contribute to a lower carbon footprint, aligning with global sustainability goals. This environmental consideration not only appeals to regulatory bodies but also to shareholders and consumers increasingly focused on corporate responsibility. In conclusion, the high-quality centrifugal slurry pump vertical represents the pinnacle of contemporary engineering in slurry management. Its superior durability, backed by expert design and authoritative validation, makes it a reliable choice for industries worldwide. The coupling of technological innovation with proven operational experience ensures that these pumps remain at the forefront of industrial pumping solutions, offering unmatched performance and trustworthiness.

Moreover, the operational experience with vertical centrifugal slurry pumps underscores their adaptability. Operators consistently report ease of use and maintenance, an important consideration in industrial settings where downtime can be costly. The pumps’ intuitive design facilitates seamless integration with existing systems, minimizing the need for extensive retraining of personnel. This experience translates to higher productivity and reduced operational headaches, a testament to their thoughtful design. One cannot overstate the importance of energy efficiency in these pumps. The high-efficiency motors and precise engineering contribute to a lower carbon footprint, aligning with global sustainability goals. This environmental consideration not only appeals to regulatory bodies but also to shareholders and consumers increasingly focused on corporate responsibility. In conclusion, the high-quality centrifugal slurry pump vertical represents the pinnacle of contemporary engineering in slurry management. Its superior durability, backed by expert design and authoritative validation, makes it a reliable choice for industries worldwide. The coupling of technological innovation with proven operational experience ensures that these pumps remain at the forefront of industrial pumping solutions, offering unmatched performance and trustworthiness.
Latest news
-
Top Submersible Pump Companies High Quality Manufacturers & Suppliers in China
NewsJul.08,2025
-
High Quality Seal for 5 Inch Dredge Pump Reliable China Manufacturer & Supplier
NewsJul.08,2025
-
High-Efficiency Slurry Sand Pump from Leading China Manufacturer – Durable & Reliable Solutions
NewsJul.07,2025
-
High-Quality Slurry Pump Made in China Durable Steel Mill Slurry Pump & Parts
NewsJul.07,2025
-
High Quality Excavator Dredge Pump Manufacturer & Suppliers from China – Reliable, Durable, Efficient Solutions
NewsJul.07,2025
-
Wholesale Slurry Pump Closed Impeller Supplier High Efficiency China Slurry Pump Closed Impeller
NewsJul.06,2025