
មីនា . 06, 2025 15:41 Back to list
G10083A05 high chrome throatbush
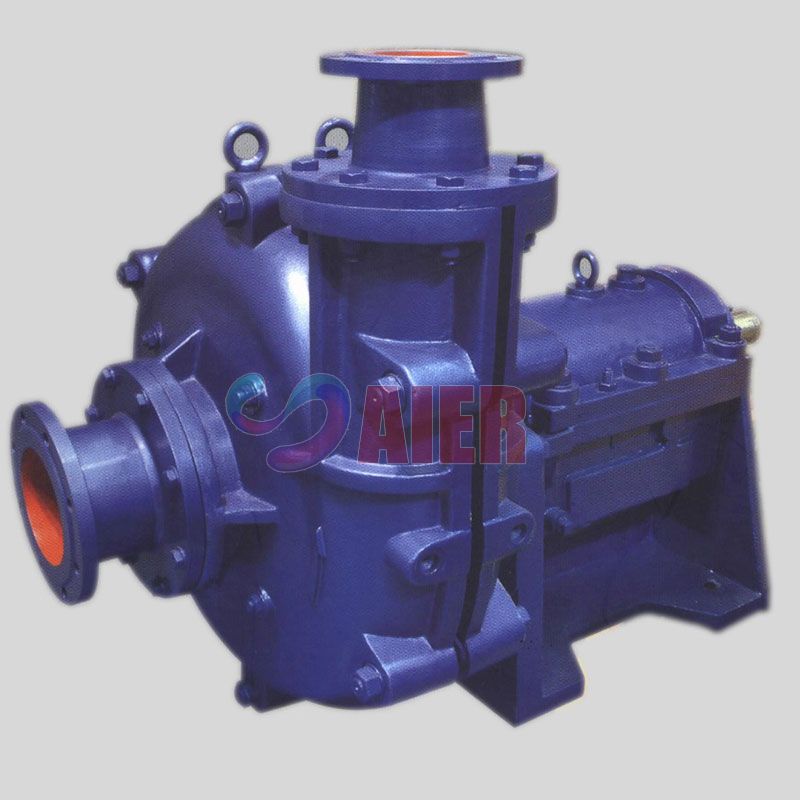
In the intricate world of industrial fluid management, choosing the right equipment is crucial for optimized operations. A standout solution gaining traction in diverse sectors is the China twin casing slurry pump. Known for its robust design, durability, and efficiency, this pump addresses the multifaceted challenges of slurry handling, offering unparalleled reliability.
Authoritativeness emanates from the longstanding presence of Chinese manufacturers in the global market. These companies are not only suppliers but partners, offering comprehensive support and customization options tailored to specific operational needs. The integration of modern design tools and rigorous testing protocols ensures that each pump meets stringent specifications and provides consistent performance across various applications. Trustworthiness is also a pivotal factor. Chinese manufacturers have built a solid reputation on reliability, establishing strong relationships with clients worldwide. The post-sale service, including prompt access to spare parts and expert maintenance advice, reinforces customer confidence in their investments. Furthermore, many Chinese slurry pump manufacturers hold international certifications, such as ISO standards, which guarantee adherence to high-quality manufacturing processes. Experience plays a crucial role in the adoption of twin casing slurry pumps. End-users, from project managers to on-site technicians, report significant reductions in downtime and maintenance. Field data highlights a notable decrease in operational costs, with many industries acknowledging the pumps' ability to maintain high performance under challenging conditions. Such user experiences are testament to the pump's capability to fulfill its promises of efficiency and cost-effectiveness. In conclusion, China twin casing slurry pumps embody a blend of innovation, reliability, and superior craftsmanship. They are integral to industries needing a sturdy solution for transferring abrasive slurries. With their extensive expertise, reputable authority, and genuine customer trust, Chinese manufacturers continue to lead advanced developments in slurry pump technology, providing solutions that stand the test of time and demanding environments. These pumps not only promise exceptional performance but also contribute to sustainable operational practices, underscoring their place as a keystone in industrial fluid management.

Authoritativeness emanates from the longstanding presence of Chinese manufacturers in the global market. These companies are not only suppliers but partners, offering comprehensive support and customization options tailored to specific operational needs. The integration of modern design tools and rigorous testing protocols ensures that each pump meets stringent specifications and provides consistent performance across various applications. Trustworthiness is also a pivotal factor. Chinese manufacturers have built a solid reputation on reliability, establishing strong relationships with clients worldwide. The post-sale service, including prompt access to spare parts and expert maintenance advice, reinforces customer confidence in their investments. Furthermore, many Chinese slurry pump manufacturers hold international certifications, such as ISO standards, which guarantee adherence to high-quality manufacturing processes. Experience plays a crucial role in the adoption of twin casing slurry pumps. End-users, from project managers to on-site technicians, report significant reductions in downtime and maintenance. Field data highlights a notable decrease in operational costs, with many industries acknowledging the pumps' ability to maintain high performance under challenging conditions. Such user experiences are testament to the pump's capability to fulfill its promises of efficiency and cost-effectiveness. In conclusion, China twin casing slurry pumps embody a blend of innovation, reliability, and superior craftsmanship. They are integral to industries needing a sturdy solution for transferring abrasive slurries. With their extensive expertise, reputable authority, and genuine customer trust, Chinese manufacturers continue to lead advanced developments in slurry pump technology, providing solutions that stand the test of time and demanding environments. These pumps not only promise exceptional performance but also contribute to sustainable operational practices, underscoring their place as a keystone in industrial fluid management.
Latest news
-
Top Submersible Pump Companies High Quality Manufacturers & Suppliers in China
NewsJul.08,2025
-
High Quality Seal for 5 Inch Dredge Pump Reliable China Manufacturer & Supplier
NewsJul.08,2025
-
High-Efficiency Slurry Sand Pump from Leading China Manufacturer – Durable & Reliable Solutions
NewsJul.07,2025
-
High-Quality Slurry Pump Made in China Durable Steel Mill Slurry Pump & Parts
NewsJul.07,2025
-
High Quality Excavator Dredge Pump Manufacturer & Suppliers from China – Reliable, Durable, Efficient Solutions
NewsJul.07,2025
-
Wholesale Slurry Pump Closed Impeller Supplier High Efficiency China Slurry Pump Closed Impeller
NewsJul.06,2025